
技术 | 危险废物回转窑焚烧炉水冷夹套装置优化设计
- 分类:建信动态
- 作者:郑州建信耐材
- 发布时间:2018-09-25
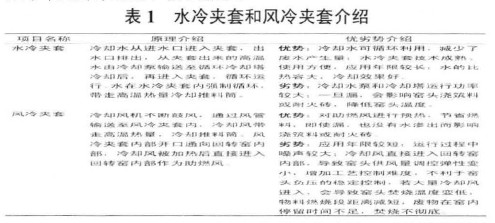
引言 随着城市社会经济和工业生产的快速发展,工业危险废物产量与日俱增,危险废物的妥善处理显得十分重要。现行危险废物处理方式主要有焚烧、热解、固化处理、物化处理、安全填埋等,其中焚烧处置方法具有处理彻底、减量化、无害化等特点,已被广泛应用。 目前焚烧处置技术主要包括同转窑焚烧、液体注射炉焚烧、流化床焚烧、同定床焚烧和热解焚烧等。其中,回转窑焚烧处理技术成熟,适用性广。运行稳定,能处理各种类型的固体、液体废物,是目前处理危险废物最为广泛、最为主流的技术;同时也是我国科技部和国家环保总局所发布的国家工业废物处理技术政策中推荐的焚烧炉炉型,其市场占有率约为85%。主要工艺为:进料系统、回转窑和二燃室焚烧系统、余热利用系统和烟气净化系统等。 2 进料系统介绍 回转窑焚烧炉进料系统主要由提升机、料斗、一、二级密封门、给料机、水冷夹套、废液喷枪等组成,采用分系统进料方式,液体废物经废液喷枪直接喷入回转窑及二燃室,其他固体废物则由上料提升系统送至料斗,经过两级密封门,由液压推杆给料机送入回转窑焚烧。液压推杆给料机进出送料,不断经历冷热交替过程,设计时在推杆给料机四周没置了冷却夹套,对推料筒进行冷却,一方面可以防止推料筒因过热而变形或损坏,另一方面可以避免因推料筒过热而黏附物料造成进料不畅,水冷夹套是整套焚烧系统的“咽喉要道”.一端连着给料机,一端连接回转窑,是固体废物进来的唯一通道,保障了固体废物的正常进料。 目前国内冷却夹套使用较多的为水冷夹套币和风冷夹套,两种冷却夹套介绍如下表1所示: 通过上表水冷夹套和风冷夹套优劣势比较.两种结构设汁各有优缺点,但从实际应用情况看,使用水冷夹套的工程案例多一些,某公司危险废物回转窑焚烧炉进料系统采用的是水冷夹套,但水冷夹套在运行过程中也存在一些问题。 3 水冷夹套常见问题分析 目前,进料推头四周的水冷夹套在运行过程中容易出现破损现象,主要表现为水冷夹套内壁腐蚀破损,其中顶部内壁比两侧内壁和底部内壁腐蚀严藿,更容易穿孔水冷夹套破损,冷却水不断渗漏,甚至喷射出来,不仅增加了冷却水循环使用量,还使进炉焚烧物料含水率增大,热值降低,影响物料焚烧;同时,冷却水大量进入回转窑,导致回转窑窑头浇注料和耐火砖局部温度过低,受热不均匀,易出现脱落现象,影响其使用寿命;甚至直接导致浇筑料或耐火砖炸裂。所以,水冷夹套破损时,必须进行停炉检修。 根据危险废物刚转窑焚烧炉实际运行情况,水冷夹套内壁破损原因主要有以下两点: (1)回转窑焚烧炉长期处置危险废物,危险废物由推料机构送入回转窑燃烧,物料燃烧过程中产生火焰和高温烟气.窑头负压运行不稳定时,火焰和高温烟气容易溢出,火焰和高温烟气往上升,在水冷夹套顶部内壁产生热辐射,同时,产生的大量烟气,冲刷水冷夹套顶部内壁.对水冷夹套顶部内壁造成侵蚀性破坏,顶部内壁比两侧内壁和底部内部腐蚀严重。 (2)回转窑的热烟气巾含有较多的水分和SO2、HCI等酸性气体,这些水分和含有酸性气体的烟气遇冷形成小露滴,小露滴容易附着存水冷夹套内壁上,对水冷夹套内壁形成露点腐蚀。长时间运行后,造成穿孔现象.导致水冷央套破损,为了减少回转窑焚烧炉水冷夹套破损停炉检维修频次,降低回转窑焚烧炉运行成本,更好的提高回转窑焚烧炉的连续稳定运行效果,该公司针对水冷夹套出现的问题,做了进一步的优化改造.现对优化改造方案做一简单的介绍。 4 水冷夹套优化方案 针对回转窑焚烧炉运行过程中水冷夹套出现的问题,对原有的水冷夹套进行升级改造,提出以下优化方案,优化后的水冷夹套详见图1: 图1 优化后的水冷夹套简图(1-夹套外壳 2-夹套内壳 3-出水口 4-进水口 5-内外夹套间支撑筋 6-隔离挡板 7-槽状板 ) 4.1材质方面 原有水冷夹套为Q235钢材质.运行过程中不耐腐蚀,现将水冷夹套改为20#锅炉钢,锅炉钢具有良好的焊接性能和一定高温强度、耐腐蚀、耐氧化。考虑到经济实用性,仅将水冷夹套内侧钢板更换为20#锅炉钢.外侧钢板继续沿用Q235钢,两块钢板之间使用20#锅炉钢做加强筋焊接。 4.2结构方面 水冷夹套结构方面的优化主要有以下4方面: (1)水冷夹套顶部内壁在运行过程中腐蚀破损最为严重,在其表面及即朝向焚烧炉推筒给料机顶部增加一层长 (2)在水冷夹套内壁处设置槽状板,槽状板前端具有供隔离挡板插入的开口,后端设置限位挡片。 (3)隔离挡板、槽状板、限位挡片采用问隔 (4)隔离挡板在升温受热时有一定的膨胀量,为保证隔离挡板受热膨胀产生的挤压力不影响水冷夹套,需在隔离挡板和水冷夹套内壁顶部、两侧面之间留有一定间隙,间隙大小根据隔离挡板受热膨胀量进行计算。如下: 危险废物回转窑焚烧炉窑头温度为 碳钢在20一 运用插值法,则 热膨胀量:△L=a(t1-t2)*L 隔离挡板热膨胀量为:14.23*10-6/℃ ( 即隔离挡板和水冷夹套内壁两侧面之间各留缝隙≥2. 4.3优化后优势 (1)隔离挡板与水冷央套内壁之间留有间隙,烟气产生的热辐射和焚烧炉推筒给料机散发出来的热量先经过隔离挡板,经由间隙再传递到与水冷夹套,大大减弱了热辐射,水冷夹套内部表面温度降低,受热更均匀。 (2)危险废物回转窑焚烧炉运行时,进料推头四周的水冷夹套顶部表面由隔离挡板遮蔽,避免了水冷夹套与回转窑内燃烧产生的烟气和含有酸性气体的烟气冷凝形成的小露滴直接接触,有效防止了水冷夹套被腐蚀,从而更好的保护了水冷夹套,延长了水冷夹套使用寿命。 (3)避免了因冷却水进入回转窑,对窑内部浇注料和耐火砖的影响,从而大大提高了内部浇注料和耐火砖的使用寿命。 5 结语 根据上述分析和优化设计方案,对危险废物回转窑焚烧炉头罩中的水冷夹套进行了改造,投入资金少,但大大延长了水冷夹套的使用寿命。原水冷夹套使用寿命为6-8个月,优化后的水冷夹套现已使用寿命超过1年。仍无大碍。优化后的水冷夹套在运行过程中,定期做好隔离挡板受损程度检查,及时进行隔离挡板更替即可,可以更大程度上降低了水冷夹套的检维修,保证了危险废物回转窑焚烧炉的连续稳定运行,具有较高的经济效益和良好的社会效益。该优化设计方案对于其他危险废物回转窑焚烧系统中出现的类似问题.具有重要的参考价值和借鉴意义。 | 作者:刘美琴 | 本文来源:《资源节约与环保》
.png)



